





江南工业集团机加二分厂:攻关克难冒出降本“金点子”
导言:经过屈烜的认真探索,最终实现了加工四件产品损耗一把合金立铣刀,加工六件产品损耗一把合金球头铣刀。在完成该批27件产品过程中,运用该攻关方案,共节约7把合金立铣刀,2把合金球头铣刀,节约刀具成本6120元,产品质量也得到了更为可靠的保证。
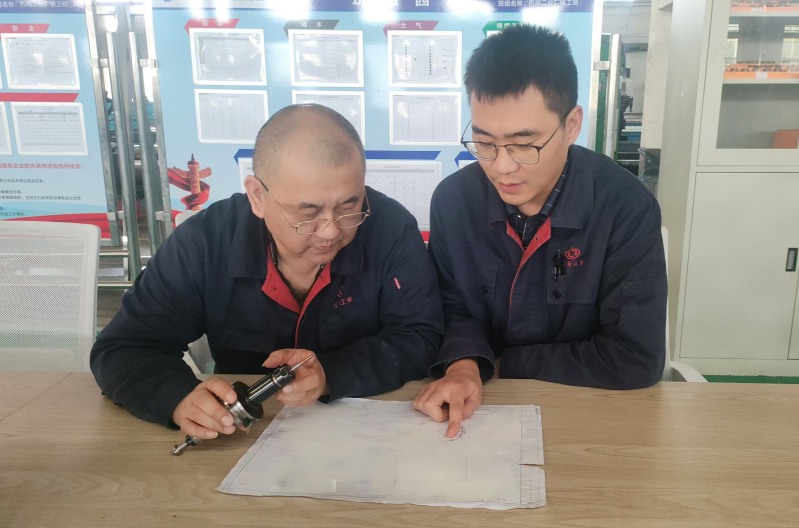
10月初,中国兵器江南工业集团机加二分厂收到公司生产管理部门通知,要求在十月底以前,完成一批科研产品测压后封头的试制加工任务。这事关乎公司未来发展,责任重大。分厂收到任务后,立即召开科研产品生产布置会,就相关生产工作进行了安排。分厂成立了由铣工班班长惠晓文、铣工技师屈烜等人组成的攻关小组,对产品零部件进行生产试制。
该产品为钛合金铣削件,具有形状复杂、硬度高、加工余量大、材料在加工中不易降温等特点,且需要在狭小的空间内铣削多个曲面和R角,加工难题非常大。在前期的加工过程中,每两件产品需要消耗一把合金立铣刀,每四件产品需要消耗一把合金球头铣刀,刀具的使用损耗率非常大。
“我们可以试一试,减少进刀量,让转速慢一点,走刀缓一点,冷却开到最大及时跟上。”为了破解刀具磨损难题,屈烜对图纸进行仔细研究后说道。分厂组织技术人员进行评估后,决定采用屈烜的方案进行攻关。
加工中,屈烜发现铣削R角的球头铣刀因为角度的问题,导致与加工零件接触面过大,极易产生高温,严重磨损刀具。他尝试用油石修磨球头铣刀的角度,以求达到刀刃与工件最佳的契合度,将铣床转速由原来500转每秒调整为280转每秒,进刀量由原来的0.2毫米调整为0.1毫米。经过试制,工件的R角加工一举成功。虽然增加了加工时间,但是大大降低了对合金球头铣刀的磨损,节约了刀具成本。
对于合金立铣刀严重损耗的问题,屈烜分析:铣刀在加工产品时,需要到达20毫米深的狭小空间作业,再加上冷却液常常不能及时喷淋到位,刀尖与工件接触后升温迅速,不易散热,导致铣刀磨损严重。他采用的低转速、勤冷却、浅进刀的办法,基本解决了立铣刀磨损问题。
经过屈烜的认真探索,最终实现了加工四件产品损耗一把合金立铣刀,加工六件产品损耗一把合金球头铣刀。在完成该批27件产品过程中,运用该攻关方案,共节约7把合金立铣刀,2把合金球头铣刀,节约刀具成本6120元,产品质量也得到了更为可靠的保证。
攻关团队还通过不懈努力,凭借集体智慧,攻克了生产试制当中的其他难题,按期交付部件,确保了后期生产装配进度。
作者:刘江滨
江南工业集团党委工作部
免责声明:
※ 以上所展示的信息来自媒体转载或由企业自行提供,其原创性以及文中陈述文字和内容未经本网站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本网站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。如果以上内容侵犯您的版权或者非授权发布和其它问题需要同本网联系的,请在30日内进行。
※ 有关作品版权事宜请联系中国企业新闻网:020-34333079 邮箱:cenn_gd@126.com 我们将在24小时内审核并处理。
 更多新闻,请关注
更多新闻,请关注标签 :
相关网文
一周新闻资讯点击排行
客户服务热线:020-34333079、34333137 举报电话:020-34333002 投稿邮箱:cenn_gd@126.com
版权所有:企业网讯 运营商:广州至高点网络科技投资有限公司 地址:广州市海珠区江燕路353号保利红棉48栋1004










 粤公网安备 44010602001889号
粤公网安备 44010602001889号